- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







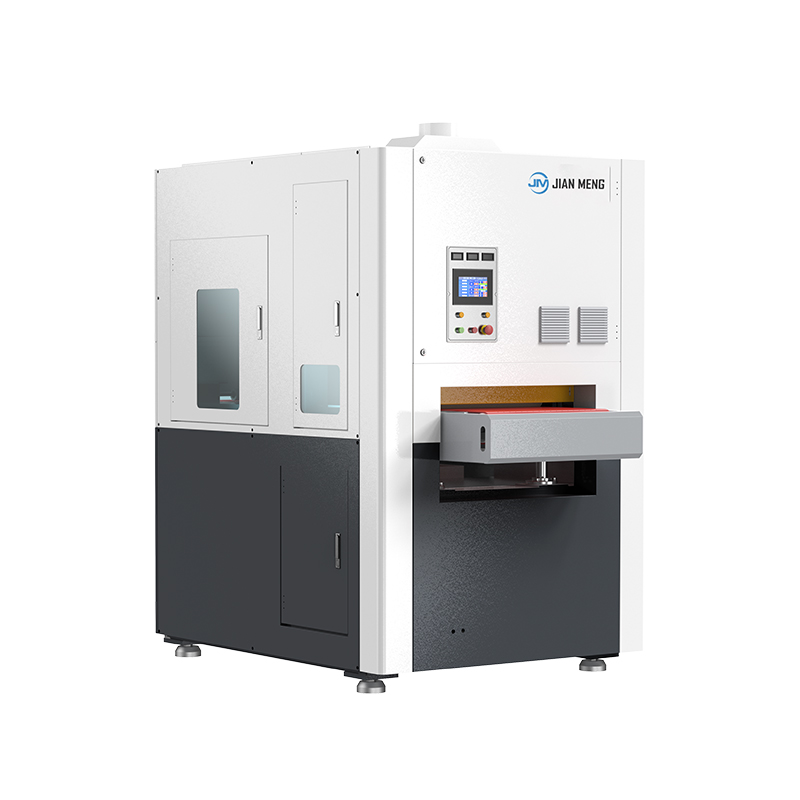
CNC tenký deburing stroj
JM je popredný výrobca špecializujúci sa na deburingový stroj na tenký plech CNC. Deburing stroj sa používa predovšetkým na deburovanie a skosenie povrchov rôznych kovových obrobkov na zlepšenie kvality povrchu. Deburing stroj JM kombinuje dve funkcie: abrazívne deburovanie pásu a skosenie kefy valca, čo umožňuje dokončenie viacerých krokov na spracovanie povrchu v jednej operácii, čím sa zvýši účinnosť výroby a stabilita kvality produktu. Je vhodný pre materiály, ako je nehrdzavejúca oceľ, platne zliatiny hliníka, oceľové platne a medené dosky. Môžu sa upraviť rôzne parametre a na základe požiadaviek na spracovanie je možné zvoliť vhodné abrazív. Deburing stroj na tenký plech s vysokou účinnosťou, stabilitou a inteligentnými vlastnosťami poskytuje riešenie povrchového ošetrenia na jednom mieste pre podniky na spracovanie kovov. Či už ide o zlepšenie kvality obrobku alebo zvyšuje efektívnosť výroby, tento stroj spĺňa všetky požiadavky na spracovanie, čo z neho robí nevyhnutné vybavenie pre modernú výrobu.
Model:XDP-600RP
Odoslať dopyt
Popis produktu
Deburingové stroje
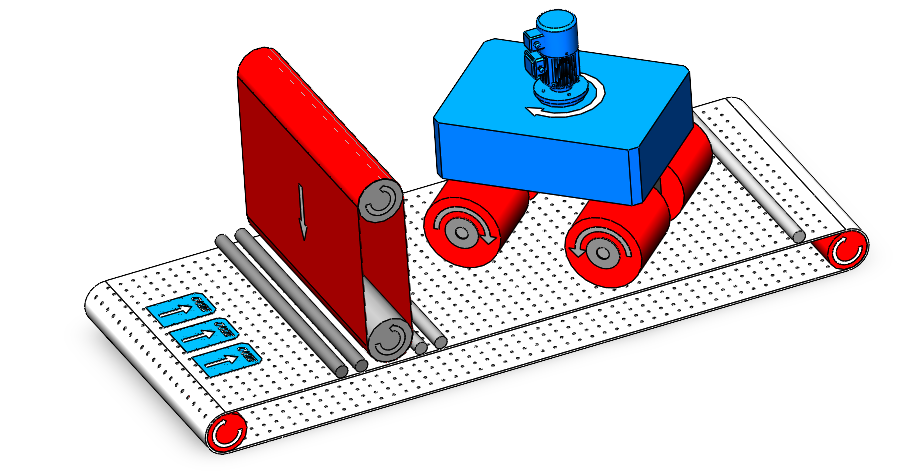
Perfektné deburing:Stroj na tenký plech XDP-600RP CNC efektívne spracováva okraje kovových častí, listov a tanierov, čím sa z výrobného procesu odstraňuje hrubé hrebeniny, aby sa zabezpečila hladká a bezpečná kvalita povrchu. Deburing stroj na tenký plech môže účinne odstrániť oxidové vrstvy z kovových povrchov a zóny postihnutých teplom po zváraní, zvýšení povlaku a priľnavosti maľovania.
|
Hlavný konfiguračný zoznam |
Hlavný konfiguračný zoznam |
|
Abrazívny motorový motor (5,5 kW): Huarui |
|
|
Self-rotačný motor s kefou (2,2 kW): Jinwanshun |
|
|
Dodatočný motor je 1,5 kW: Jin Wanshun |
|
|
Motor zdvíhania plošiny 0,75 kW: Jin Wanshun |
|
|
Ovládanie tlačidiel: Schneider/Chint |
|
|
Frekvenčný transformátor: intelektuálne kruhy |
|
|
Základné ložisko: NSK (Japonsko) |


CNC displej obrazovky
Displej obrazovky CNC diskľovaného stroja tenkého listu je kľúčovou súčasťou zariadenia, zodpovedného za centrálne zobrazovanie a riadenie všetkých operačných parametrov počas procesu deburingu, čím sa zlepšuje efektívnosť a presnosť spracovania. Displej CNC nielen poskytuje spätnú väzbu v reálnom čase, ale tiež umožňuje operátorovi vykonávať presné úpravy parametrov podľa potrieb, ensuZazvonte kvalitu obrobku.

Kefka
Kefka valca je kľúčovou zložkou používanou na kovové povrchové ošetrenie, ktorá sa široko uplatňuje pri deburingu, kefovaní, čistení, leštení a iných procesoch. Skladá sa z viacerých štetín a materiálu, tvrdosť a usporiadanie štetín je možné upraviť podľa rôznych požiadaviek na spracovanie. Kefka valca vytvára kontakt s povrchom obrobku cez hnilobuPohyb, efektívne odstraňovanie burí, oxidov, olejov a iných nečistôt, čím sa zlepšuje hladkosť a vzhľad kovového povrchu.
Spotrebný materiál

Brúsny pás
Abrazívne pásy sa široko používajú ako abrazívne nástroje na ošetrenie povrchu kovu. Po špeciálnom spracovaní sa tvoria do štruktúry pásu, vhodné pre rôzne úlohy, ako sú brúsenie, deburovanie, leštenie, dokončenie a kreslenie drôtov. Arrazívny pás odstraňuje prebytočný materiál trením s povrchom obrobku, čím sa zlepšuje kvalita povrchu a vzhľad obrobku.
Kefy
Valcová kefka je účinný nástroj používaný pri spracovaní kovu a povrchovom ošetrení, ktorý sa široko aplikuje pri deburingu, kefovaní povrchu, čistení a odstraňovaní oxidových vrstiev a škvŕn oleja. Jeho pracovným princípom je nadviazať kontakt medzi rotujúcimi štetinami a povrchom obrobku, dosiahnutie deburingu, skosenia a povrchovej úpravy.
Porovnanie pred a po deburingu

Pred deburingom
Pred deburovaním majú obrobky obrobky obvykle prasknutia, ostré hrany alebo plutvy, ktoré sú nepravidelnými výčnelkami, ktoré sú zvyčajne spôsobené procesmi, ako je rezanie, pečiatka, mletie, pílenie alebo vŕtanie. Povrch obrobku môže mať tiež oxidy, zváracie zvyšky, škvrny na olej alebo iné nečistoty, z ktorých všetky môžu ovplyvniť kvalitu povrchu obrobku a následných procesov.
Po odhaľovaní
Po deburingu je povrch obrobku hladký, bez prachov a ostrých hrán a bez akýchkoľvek nepravidelných výčnelkov. Proces deburingu odstraňuje všetky buriny, plutvy a ostré rohy vytvorené počas výrobného procesu, vďaka čomu sú okraje obrobku zaoblené a zabránia potenciálnym problémom pri následnom spracovaní a používaní.
Parameter stroja XDP-600RP
Pracovná šírka
600 mm
Kŕmenie rýchlosti
1-7m/min (nastaviteľná premenná frekvencia)
Spracovanie
1-100 mm
MiniVeľkosť spracovania mamičky
(nedokončenú doštičku) ≥ 50*50*0,5 mm
Veľkosť pásového pásu
1900*650 mm
Veľkosť kefy
250*300*40 mm

Clients ' Deburné prípady
Zákazník je spoločnosťou na výrobu presných nástrojov, ktorá sa špecializuje na výrobu kovových dielov pre špičkové vybavenie. Z dôvodu potreby extrémne vysokej presnosti, Burrs a nepravidelné hrany významne ovplyvňujú montáž, funkciu a vzhľad obrobkov. Počas výrobného procesu časy presných kovov často vytvárajú malé otrepy a blesk, čo ovplyvňuje nielen kvalitu výrobku, ale môže tiež spôsobiť ťažkosti v následných montážnych procesoch. Na vyriešenie týchto problémov sa zákazník rozhodol použiť CNC deburing a kreslenie drôtov. Tento stroj je vybavený viacerými funkciami, ako je deburing, skosenie, kefovanie a leštenie povrchu, a môže sa široko aplikovať na rôzne kovové materiály, zvlášť vhodné pre pole precízneho prístroja.
Hot Tags: Deburing stroj na tenký plech CNC, Čína, výrobcovia, dodávatelia, továreň, prispôsobení, vyrobené v Číne, lacné, vysoko nákladovo efektívne, CE, kvalita
Súvisiaca kategória
Deburingový stroj na tenký list
Deburing stroj na brúsny pás
Deburing stroj na uhlíkovú oceľ
Deburing a kefovací stroj
Manuálny deburingový stroj
Zberateľ prachu
Deburing leštenie a čistiaci stroj
Deburing a costfering stroj
Stroj na mokré deburing a kefovanie
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.


